
产能

钣金胀形与翻边工艺讲义
2022-01-31
来源:金属加工技术
利用胀形模具,使板平面或圆柱面内局部区域坯料在双向拉应力作用下,产生两向伸长变形,厚度减薄,表面积增大,以获得所需要几何形状和尺寸制件的冲压工序。
生产中起伏成形、圆柱形空心毛坯的鼓肚成形,波纹管及平板毛坯张拉成形均属胀形成形。胀形常与其它方式的成形同时发生。
某些汽车、拖拉机覆盖件和一一些复杂形状零件成形常常包含一定程度胀形成分。胀形加工中金属流动量小,因此,使坯料变形均匀以及控制整个成形工序中胀形变形量是决定成败及制件质量的关键。
1、(1)平板毛坯胀形变形特点
变形过程凸模下降与毛坯接触时,在弯矩 和拉应力作用下,凹模圆角处坯料发生弯曲变 形。与此同时,凸模底部少量毛坯承受了全部 胀形变形力,应力达到屈服点时,便产生了变 形。与凸模底部接触坯料屈服后产生硬化, 变 形向外扩展,贴模坯料逐渐增加,表面积增大 ,厚度减薄,直至坯料全部包敷凸模, 完成加 工。胀形变形是弯曲,局部胀形及由于加工硬 化, 贴模面积增加, 胀形向外扩展的过程。
2、a)弯曲、局部胀形 b)胀形扩展至变形结束
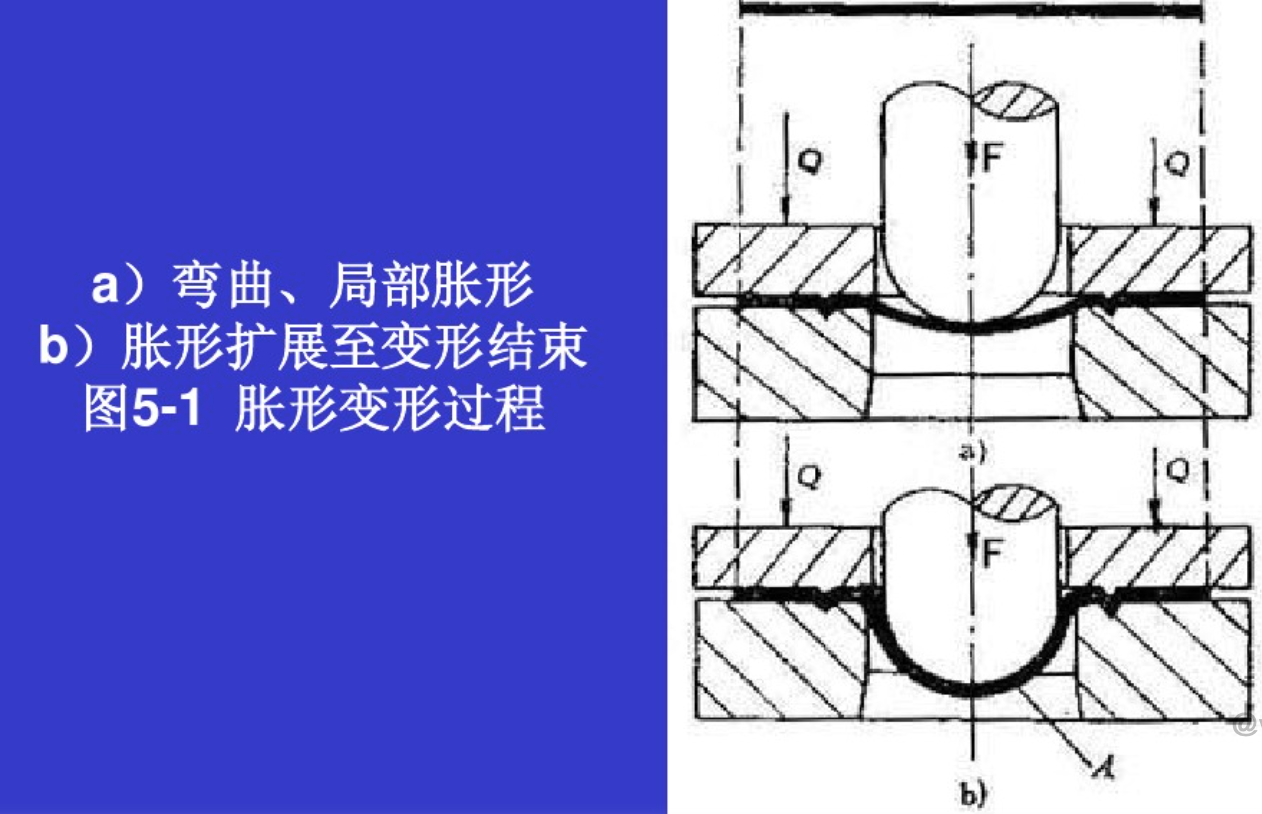
3、平板毛坯局部胀形成形时, 变形区内的应力一应变状态。在变形区内, 坯 料在双向拉应力作用下,沿切向和径向产生伸 长变形,厚度变薄, 表面积增大。

4、毛坯尺寸和工序类型的关系
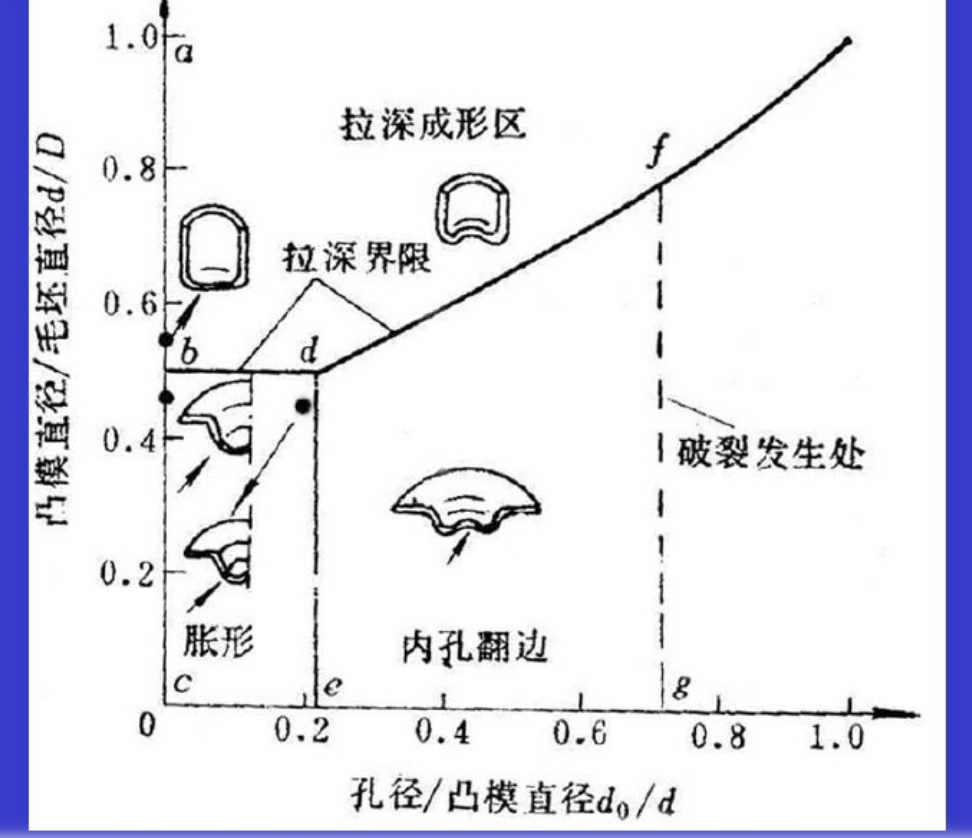
5、拉深与起伏成形的分界
6、冲制加强筋时的伸长率
版权与免责声明
凡本网注明“来源:钢易通”的所有作品,均为钢易通合法拥有版权或有权使用的作品。刊用本网站稿件,需经书面授权。未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:钢易通”。违反上述声明者,本网将追究其相关法律责任。
本网转载并注明自其它来源(非钢易通)的作品,目的在于传递更多信息,并不代表本网赞同其观点或对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起30日内与本网联系,并提供真实、有效的书面证明。我们将在核实后做出妥善处理。
上一篇
下一篇

推荐技术








全国统一客服热线
400-660-7558

官方公众号

钢易通小程序
友情链接
 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

