

一般来说,在机械加工生产车间,一台机床的使用时间中只有50%真正用于生产 零件。余下的50%时间则耗在了设备故障、更换工件和刀具以及设备维护上。提高生产效率的一个关键是聚焦机床利用率的提升。
凭借快速更换刀具的解决方案,您可以大幅缩短刀具测量,装夹和更换所用时间。
快换系统更换刀具所用时间可从5–10分钟缩短至30秒,这意味着一道标准的车削工序可节省时间长达10分钟。
让您的数控车床更加高效
为数控车床使用刀具快换方案可大幅提升您生产中的机床利用率,从而增加总产量。另外通过内冷系统也能进一步提高生产率。
为了充分优化金属切削效率,刀具系统的选择和机床的选择同等重要。
车削中心
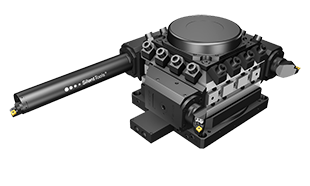
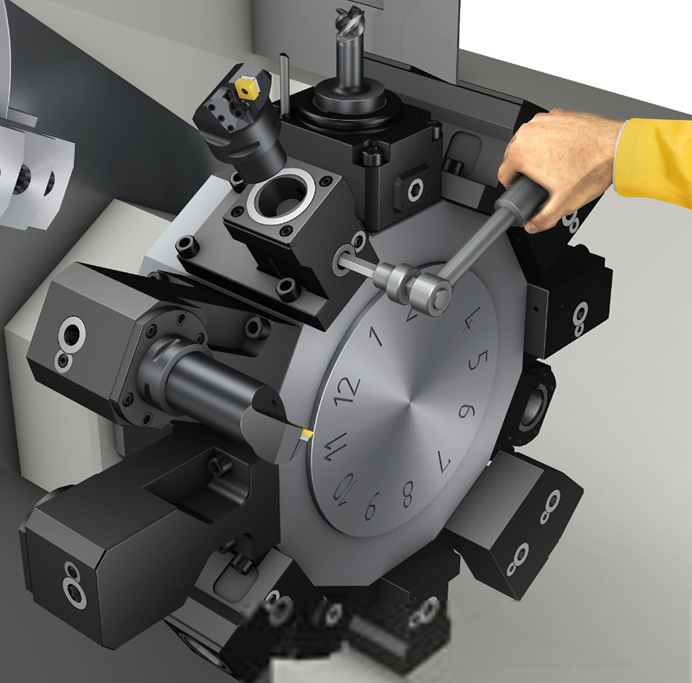
车削中心能够快速完成刀具转位,但是由于刀具的更换和调整较耗时, 因此机床利用率通常要低于加工中心。快换刀具可确保更长时间的“绿灯”生产。
副主轴、Y轴和半转位刀架等机床选项使每个刀塔可提供更多刀位。
“姊妹”刀具可以节省刀位,并减少换刀次数。
立式车床
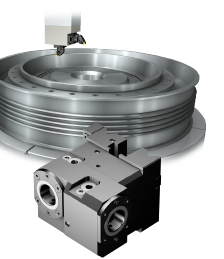
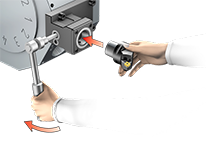
带自动换刀 (ATC)功能的立式车床被广泛使用。对于不带ATC功能的立式机床, 具有快换功能的刀架可大幅缩短换刀和调整时间。夹紧单元可集成到机床内部随 机床一起提供,也可通过简单的改造加装到用户现有机床上。
重型和平床身车床
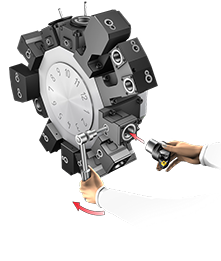
这些车床具有极高的稳定性,但不带ATC自动换刀功能,所以刀具转位和换刀较慢。常规刀架较重,通常需要起重机辅助安装。快换系统广泛与VDI DIN 69881 (燕尾槽) 接口的刀座组合用于平床身车床,或与专用接口的刀座集成用于重型车床。在这些机床中,由于刀位安装数量有限,快换系统会对生产效率产生显著影响。
使机床利用率最大化
提升机床利用率能够提升生产效率并充分利用现有机床产能的,更具有经济效益的方法。
机床实际用于生产工件的时间占比即是机床的利用率。将机床的有效加工时间仅提升几个百分点就就会有很大不同。
使用快换方案的益处
缩短您工件批次转换用时
采用快换系统解决方案的原因:其中一大优势是显著缩短了更换刀具类型用时。
外圆车削
如果使用车削快换系统解决方案,刀具更换用时将从5–10分钟缩短至30秒。如果再使用高精度冷却液,则使加工效率进一步提高。
内圆车削
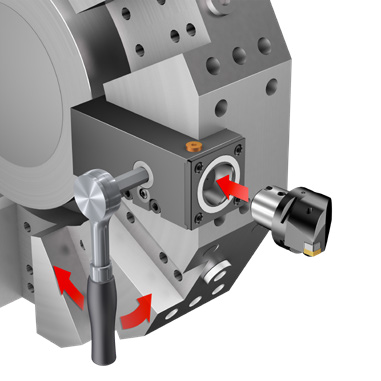
由于需要调整刀具中心高度和内冷的原因,圆柄镗杆需要比常规方刀杆花费更长的调整时间。然而, 与长悬伸镗杆配合使用时,快换系统的优势更加突出。不超过10×D的镗杆可在不到1分钟的时间内以 2微米 (78.7微英寸) 的重复定位精度更换完成。快换系统可节省大约5至10分钟的时间用于加工。
动力刀座
动力刀具使用快换系统可使刀具更换用时从5–20分钟缩短至30秒。标准的动力刀座或是心轴接口,或是刀具直径受限的ER夹套接口,这意味着您需要两种不同的动力刀座。
但是,如果使用Coromant Capto®模块化刀柄系统,同一个刀座可满足所有应用的需求。

5-10分钟
30秒
外圆车削刀座。
通过双刀位刀座增加刀位数量
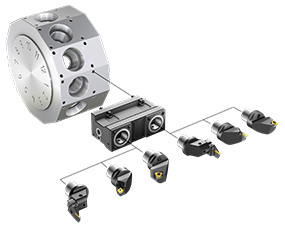
带动力刀座的车削中心往往空间有限。使用双刀位夹紧单元可以多容纳一把同类刀具或者其他类型刀具,从而为多种类工件生产减少手动换刀次数的需求。当机床配备Y轴、 半转位刀塔或副主轴时,可使用双刀位夹紧单元。
缩短因更换磨损刀具而导致的停机时间
动力刀座
每次更换整体硬质合金刀具时,都需要重新校准刀具偏移量。可转位刀片式铣削和钻削刀具需要更换多片刀片。而采用同类“姊妹”刀方案,在机床外完成刀具或刀片的更换,可节省大量时间。
车削刀座
单刀片的刀具,直接在机床内更换刀片可以被接受。然而,如果能够机外更换刀片, 则保证了刀具得到更好的维护、正确的安装以及不会因寻找因操作失误遗落在机床内的备件而意外停机。

< 1分钟
< 1分钟
无需调整冷却管方向
操作员往往需要尝试两到三次才能将冷却管的方向调整正确,调整过程中机床停机红灯常亮。而加工过程中,如果切屑控制差,往往会使冷却管移位,需要再次调整。
采用内冷方式的刀具可确保机床的内冷功能得到充分利用。优化的切削刀具可以缩短装夹时间,并使冷却液发挥最佳效果,进而保证良好的切屑控制。
更快地开始生产
Coromant Capto® 的高精度夹持特性及其自定心设计保证了刀具重复定位的精度, 实现了大批量生产时的机床外更换调整刀具,或更换零件批次时,直接更换预先调整好的所需刀具。避免在“首件试切”或“测量试切”中,因刀具调整造成零件的报废,从而使生产效率得以提高。在使用快换系统的一年时间里,可显著提高零件产量, 并大幅节省零件材料。
大批量生产的首件试切零件:
每次换刀后生产的首个零件往往被废弃。因此,实际的 “换刀用时”需要考虑更换刀具而花费的时间、加工一个完整零件的用时、测量完工零件尺寸的用时以及最后调整刀具偏移量所用的时间。
为满足中小批量生产的测量试切:
通过调整切削量的测量性切削可确保零件不被废弃。但是,花费的时间更长。这种情况下,“换刀时间” 包括更换刀具本身用时、调整偏移量用时、切削用时、测量用时以及多次调整偏移量用时。
出色的操作体验
人性化:
-
在机床外更换刀片可以减少事故和失误操作,例如寻找不慎掉落的刀具配件
-
固定的冷却液喷嘴位置,无需调整冷却液喷射方向
-
使用Coromant Capto®代替传统的ER动力刀座,无需再使用两个“螺帽扳手”安装、拆卸刀具
-
刀具数据中包括了偏置尺寸,使每个数据和刀具尺寸一致
-
CAPTO接口作为ISO标准,避免了接口带来的误差 (ISO 26623)
通用性:
-
模块化刀具解决方案使其可以轻松构建不同的刀具组合
-
广泛的刀具种类
-
次日交付
-
易于在所有机床类型中使用标准化刀具
符合人体工程学:
-
轻质切削单元大幅缩短换刀用时,特别是在立式车床和重型卧车上,常规大尺寸方刀柄(如5050和8080) 极为笨重,更换操作难度极大,因此会增加换刀时间
-
无论是在机床上还是在刀库中,切削单元都易于更换和存放












 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

