
产能







数控系统,数控车床系统
参考价:
¥8600
具体成交价以合同协议为准
产品型号:
数控系统,数控车床系统
品牌:
--
厂商名称:
佛山微控工业自动化科技有限公司
所在地:
--
询价
联系时,请告知来自
钢易通

扫一扫
手机查看该产品



产品详情
佛山微控科技21TA 数控系统厂家 总线数控车床系统
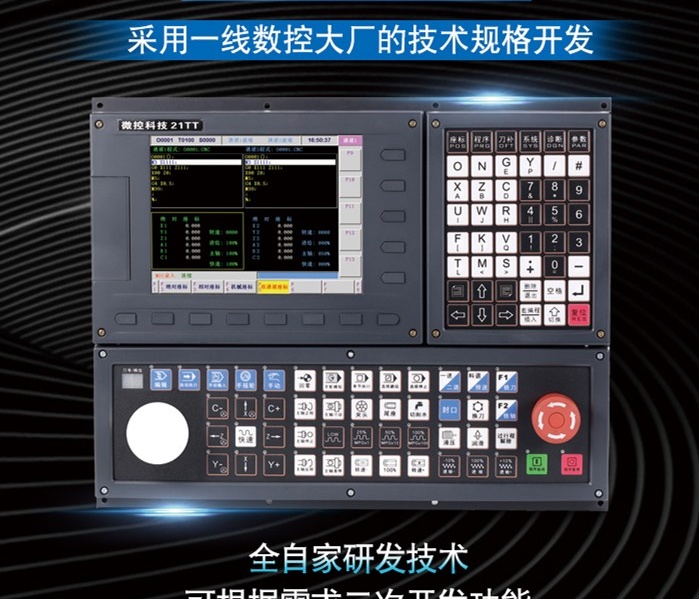
人机界面
MECHATROLINK-MII协议 伺服对值电机,17位或23位人机界面 8寸LCD屏,分辨率为800×600 二维刀具轨迹显示 实时时钟操作管理 操作方式:编辑、自动/试切、录入、机床/程序回零、手轮/ 单步、手动 多级操作权限管理 报警日志程序编辑 程序容量:总240MB;单个程序大2MB、38000 行、58 字符/行;程序个数400 个。 编辑功能:程序/ 程序段/ 字检索、修改、删除、复制、粘贴 程序格式:ISO 代码,支持相对坐标、对坐标和混合坐标编程程序调用:1~9999 次,4 级子程序嵌套
 控制轴数 21TA: 6 轴(X、Y、Z、A、B、C),联动轴数:6 轴进给轴功能 有小指令增量 0.001mm,大行程:±99999999× 小指令增量快速倍率 10%、25%、50%、75%共五级实时修调进给倍率 0 ~ 150% 共十六级实时修调插补方式 直线插补、圆弧插补、螺旋线插补攻丝功能 有螺纹导程 0.01mm ~ 500mm 或0.06 牙/ 英寸~ 2540 牙/ 英寸主轴功能 有2 路 0 ~ 10V 模拟电压输出,支持双主轴控制1 路主轴编码器反馈,主轴编码器线数可设定(100p/r ~ 5000p/r)编码器与主轴的传动比 (1 ~ 255):(1 ~ 255)主轴转速 可由S 代码给定,转速范围 0r/min ~ 99999r/min主轴倍率 50% ~ 120% 共8 级实时修调主轴恒线速控制 有刀具功能 有刀具长度补偿 32组刀具半径补偿(C 型)对刀方式 定点对刀、试切对刀、回参考点对刀、带刀补设置工件坐标系调失步* 刀偏执行方式:修改坐标方式 有精度补偿 有反向间隙补偿记忆型螺距误差补偿
控制轴数 21TA: 6 轴(X、Y、Z、A、B、C),联动轴数:6 轴进给轴功能 有小指令增量 0.001mm,大行程:±99999999× 小指令增量快速倍率 10%、25%、50%、75%共五级实时修调进给倍率 0 ~ 150% 共十六级实时修调插补方式 直线插补、圆弧插补、螺旋线插补攻丝功能 有螺纹导程 0.01mm ~ 500mm 或0.06 牙/ 英寸~ 2540 牙/ 英寸主轴功能 有2 路 0 ~ 10V 模拟电压输出,支持双主轴控制1 路主轴编码器反馈,主轴编码器线数可设定(100p/r ~ 5000p/r)编码器与主轴的传动比 (1 ~ 255):(1 ~ 255)主轴转速 可由S 代码给定,转速范围 0r/min ~ 99999r/min主轴倍率 50% ~ 120% 共8 级实时修调主轴恒线速控制 有刀具功能 有刀具长度补偿 32组刀具半径补偿(C 型)对刀方式 定点对刀、试切对刀、回参考点对刀、带刀补设置工件坐标系调失步* 刀偏执行方式:修改坐标方式 有精度补偿 有反向间隙补偿记忆型螺距误差补偿

全国统一客服热线
400-660-7558

官方公众号

钢易通小程序
友情链接
 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

