
























1、安装前应仔细检查砂轮是否有裂纹,并用木锤敲击砂轮,听其是否有哑声,若发现有裂纹或哑声严禁安装使用。
2、砂轮安装前应检查砂轮表面所标示的**使用线速度是否与磨床主轴转速相匹配,严禁超速使用。
3、在安装砂轮时,应使用卡盘紧固,两卡盘外径尺寸必须相等,两卡盘与砂轮端面之间应放上弹性材料制成的厚度为1-1.5mm的石棉垫、橡胶垫或纸垫。并在卡盘圆周围外部伸露1mm以上。
4、在安装砂轮前应清除卡盘端面上的污物,检查垫圈是否完整、有无折叠等并清理砂轮孔附近表面可能附着的污物及沙粒。
5、砂轮孔径和机床主轴的配合松紧要适当,过紧容易造成砂轮破裂,缝隙过大易造成不平衡或砂轮破裂。
6、在一主轴上安装多片砂轮时,砂轮接触面间不可有支点;两砂轮之间允许垫有0.8-1mm的弹性垫圈,垫圈直径大小应和卡盘的垫圈相等。
7、紧固砂轮时,应使用专用手动螺母扳手,严禁使用补充夹具或敲打工具,在压紧螺钉时应按对角顺序旋紧,旋紧力要均匀。紧固时应注意螺母或螺钉的松紧程度,压紧到足以带动砂轮而不产生滑动的程度为宜,防止压紧力过大造成砂轮破损。
8、外径为150mm及以上砂轮,装上卡盘后应进行静平衡,在安装到磨床上进行修整,修整后应进行再次静平衡方可使用。
砂轮的安全使用
1、在开动磨床前,应检查机床防护装置及各种动作的复位开关是否调整到位且牢固。
2、使用的防护罩应至少罩住砂轮直径的一半。
3、砂轮安装到磨床主轴后,必须进行空转,空转的时间不少于5分钟。
4、不是专门使用端面工作的砂轮,禁止使用砂轮端面进行磨削。
5、在进行磨削加工时,禁止使用杠杆推压工件来增加对砂轮的压力。
6、磨削加工或修整砂轮时,吃刀量要适当,吃刀量过大易造成砂轮破碎或机床的损害。要使用专门的修整工具来修整砂轮
7、在砂轮停止转动前将冷却液关闭,以免影响砂轮的平衡性能。
8、禁止使用对磨具结合剂有破坏性的磨削液。
树脂砂轮特点:
树脂结合剂是一种有机结合剂,这种结合剂制造的砂轮强度高,具有一定的弹性,耐热性低,自锐性好,制作简便,工艺周期短。可制造工作速度高于50米/秒的砂轮和很薄的砂轮。它的应用范围仅次于陶瓷结合剂,广泛用于粗磨、荒磨、切断和自由磨削,如磨钢锭,铸件打毛刺等。可制造高速、高光洁度砂轮,重负荷、切断以及各种特殊要求的砂轮。
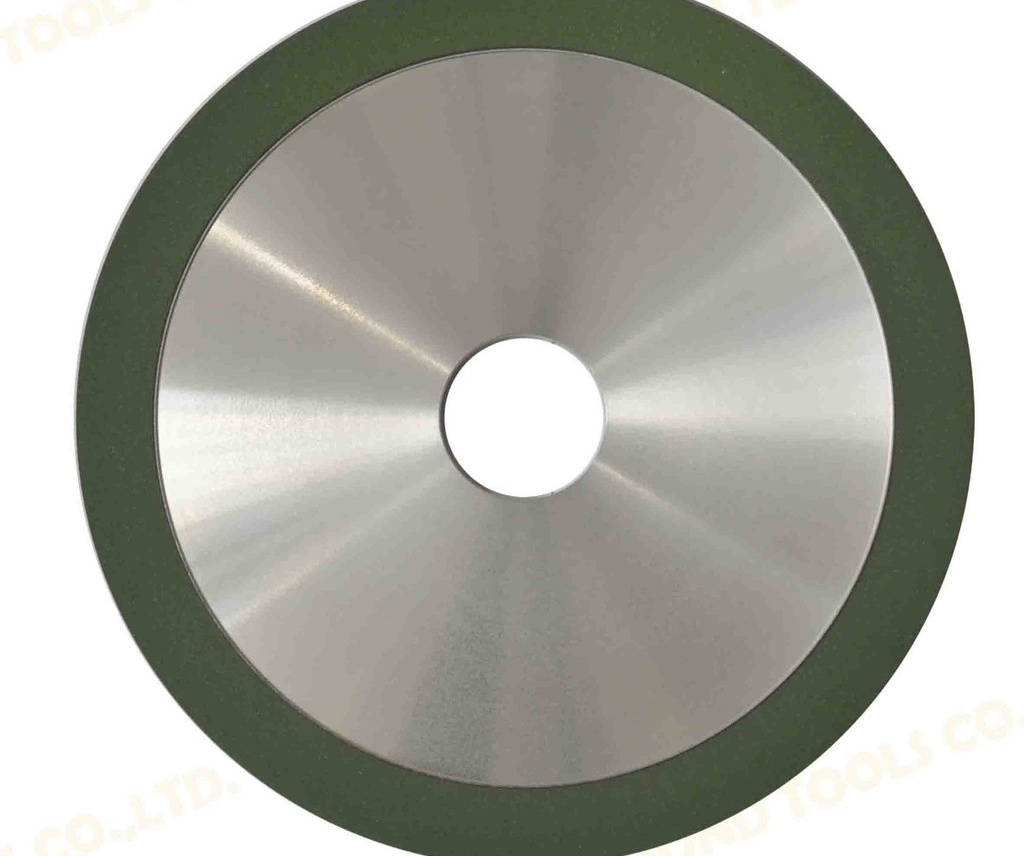
◆产品型号:平型砂轮(P)
◆产品规格:150*10*32*4 mm
◆规格介绍: 外径D:150mm 内孔H:32mm 厚度T:10mm 金刚石宽度X:4mm
直径300mm和300mm以上的平行砂轮由于尺寸太大没有现货,在订购之前请联系卖家,谢谢合作!
◆金刚石粒度:80#-400# (默认报价发货粒度150目,浓度75%,如需规格报价请联系客户!)
规格齐全 外径12mm-400mm其他要求可以定做,速度快,价格合理.
◆ 砂轮用途:用于合金锯片-钨钢锯片等的加工和打磨。主要用于合金刀,锯片,锯齿的加工
金刚石树脂砂轮用途
硬度高,强度大,研磨能力强,主要用于研磨高而硬的合金,非金属材料,切割硬而脆硬质合金,非金属矿物等,
如硬质合金,陶瓷,玛瑙,光学玻璃,半导体材料和耐磨铸铁,石材等
金刚石树脂砂轮特点
金刚石树脂砂轮具有良好的抛光作用,磨削时砂轮锋利,不易堵塞,具体特点如下



 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

