

阀门被广泛地用于石油和天然气行业。由于阀门对材料有较高的要求,通常采用合金钢、奥氏体不锈钢、甚至是镍基合金等难加工材料。阀门上的阀腔孔是待加工的一个重要的特征。阀腔孔较深、直径大,规格多。这些使得阀腔孔的加工成为零件加工的难点。

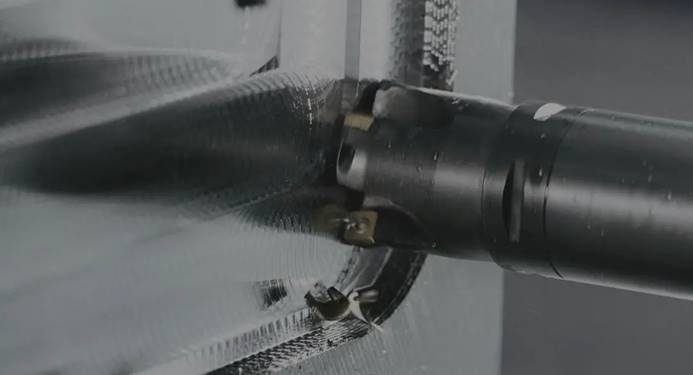
阀腔孔螺旋插补铣加工示意图
工件加工难点
1.阀腔孔直径大,孔的长径比大(一般孔的深度会在5-8倍径),需要刀具在5-8倍径的大悬伸情况下仍能进行加工,既保证工件质量又保证效率
2.零件的价值高,必须保证工艺的安全性,否则造成零件报废的损失大
我们采取的加工方法
螺旋插补铣完成孔的粗加工。
螺旋插补铣孔的好处包括,一把刀可以加工不同直径的一系列孔,铣刀覆盖范围大,可以大大减少镗削刀具的投入;所需切削功率扭矩也较小,对机床的要求显著降低;轻松应对困难工况例如出/入口是圆弧面的情况。
1. 采用CoroMill 210快进给铣刀
CoroMill? 210的10°小主偏角的薄切屑效应可以实现极高的进给。同时,小主偏角使切削力主要分布在轴向,从而实现长悬伸时更稳定的切削。其刀片具有带强壮切削刃的M-xM 槽型和锋利切削刃的E-xM 槽型的设计。这些槽型配合上Coromant丰富的材质,既能适用于稳定工况的合金钢的高进给加工又能满足不稳定工况及需要锋利切削刃的不锈钢等高强度材料的高效率加工。CoroMill? 210刀盘都带径向出水的内冷设计。这在加工不锈钢、耐热合金等难加工材料时,冷却液可以直接进入切削区域,帮助降低切削温度从而带来更长更可预测的刀具寿命。同时这也有助于切屑的排出。

CoroMill ? 210铣刀
?

Silent Tools?减振
铣削芯轴接柄
2. 使用Silent Tools?芯轴铣削减振接柄
为加工5倍径深以上的阀腔孔,我们采用了Coromant的标准减振铣削接柄。我们的出色的减振技术可以使6倍径悬伸的铣刀轻松地完成的螺旋插补铣孔的高效加工。对于需要6倍径以上悬伸的铣刀,我们可以根据具体工况进行定制减振铣削接柄。
加工案例
|
零件名称: |
阀体。 |
|
零件材料: |
4130合金钢,HB200 |
|
机床: |
|
|
冷却方式: |
机床内冷 |
|
加工类型: |
螺旋插补铣,底孔¢100mm,加工至 ¢130mm |
|
刀具: |
CoroMill? 210铣刀盘R210-100Q32-14M,刀片:R210-09 04 12M-PM 4340 |
|
刀柄: |
C8芯轴式铣刀接柄 + BT50转C8主刀柄 |
|
总悬伸长度: |
530mm。 |
|
切削参数: |
vc=150m/min,Fn=1440mm/min(周边进给)插补铣螺距1mm。 |

刀具总成
刀具优点
通过带内冷设计的CoroMill? 210高进给铣刀与Silent Tools?减振铣削芯轴接柄的组合,完全满足客户的加工需求。采用此工艺方法可以在最少的刀具投入的情况下完成各种阀门的阀腔孔的高经济性高质量的粗加工。
关键词:刀具,高性能,行业动态
本网转载并注明自其它来源(非钢易通)的作品,目的在于传递更多信息,并不代表本网赞同其观点或对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起30日内与本网联系,并提供真实、有效的书面证明。我们将在核实后做出妥善处理。














 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

