

小钢最近在参加车间技术师傅的技术分享会时,收获到一个超级实用的侧板体制作提升知识,通过老师傅的大量实践与改良,他发现了一个大幅提升装夹速度、降低人为质量风险的侧板体制作方案,小钢迫不及待地想要奉献给各位工友啦!那么今天,我们就以泵车的支腿——800侧板体为例,与大家分享最详细侧板体制作方法以及经实践证实很大程度上提升生产制作效率优化方案。吐血整理,不容错过!
一、制作工序
这部分为详细标准操作供需,包括7个重要环节,环环相扣,大家要仔细看啦!
1. 起吊零件

首先,起吊零件需要找到零件重心点,吊带需要加装四块防割防滑皮垫,并将皮垫放置在起吊板材棱角处;其次在耳板处增加两处卸扣防滑锁紧装置,将吊带锁在卸扣内;最后试起吊,确认平衡后进行吊装。
2. 零件放置

首先将零件放置在平行工作台面上,微调位置时用机械千斤顶抬高,摆正平行工作台面;其次零件因是斜面,在零件尾部需要增加垫铁,垫铁厚度见图纸标注,增加垫铁处在零件尾部板面处。
3. 零件校正

首先,侧面校正零件头部与尾部落差按图纸标注尺寸校正,微调时使用机械千斤顶移动;在位置校正后注意观察工作台面是否与零件接触,以防校正侧面时零件与工作台面位置发生变动,使工作台面垫到零件焊缝处。
4. 零件装夹锁紧

压板位置如图所示,压板装夹四处,头部两处,尾部两处,尾部压板垫铁位置需牢固垂直,不允许倾斜;压板垫铁位置需要高出所压零件2-3mm,螺杆靠近零件处锁紧;锁紧方式需先将四处压板位依次用力锁紧,不可将其一个个锁紧,防止零件位置移动。
5. 寻找坐标
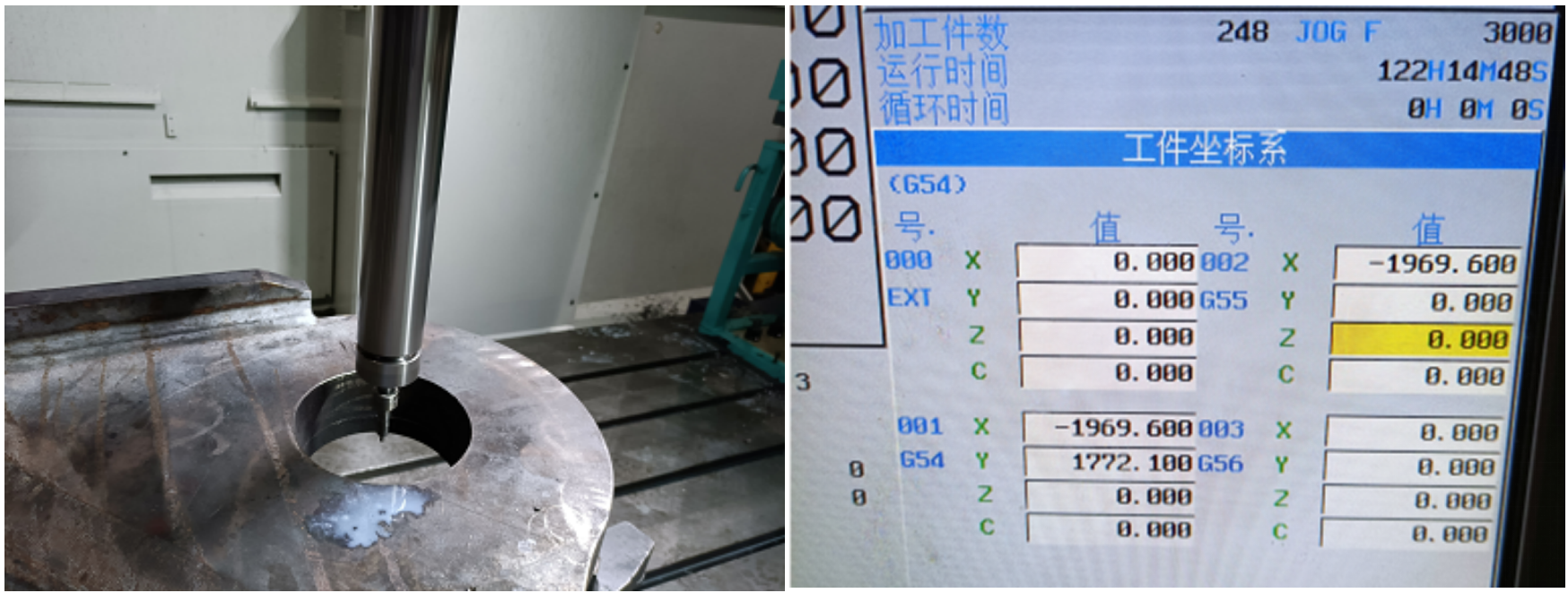
以φ150圆孔中心为坐标原点位置;输入到 G54坐标系“X”、“Y”处,G55坐标系“X”处。
6. 零件加工(部分)
(1)T1刀具(左图最左边第一个刀具)

Φ100盘刀-刀长150mm(加工φ150上板面与上板孔)、半径补偿号D01、长度补偿号H01、主程序号O2222、子程序号O2221(上平面)、子程序号O2223(上板孔);零件上表面对刀,加工完平面后,台阶试切1mm(留精镗余量0.2mm),测量合格后继续加工。
(2)T2刀具(左图左数第二个刀具)

Φ100盘刀-刀长300mm(加工φ150中板孔)、半径补偿号D02、长度补偿号H02、子程序号O2224;零件上表面对刀,试切1mm,测量(留精镗余量0.2mm),测量合格后继续加工。
(3)T3刀具(左图左数第三个刀具)

Φ100盘刀-刀长460mm(加工φ150下板孔)、半径补偿号D03、长度补偿号H03、子程序号O2225;零件上表面对刀,试切1mm,测量(留精镗余量0.2mm),测量合格后继续加工。
(4)T4刀具(左图左数第四个刀具)
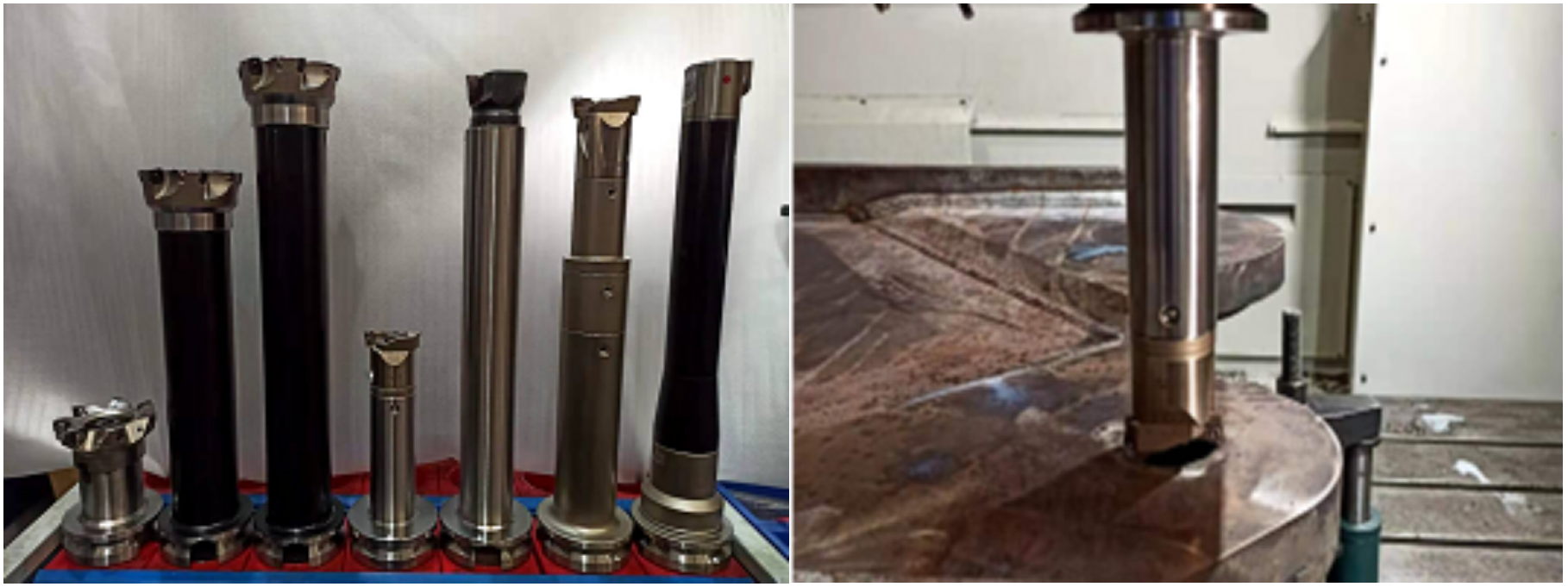
Φ60粗镗刀-刀长230mm(加工φ65上板孔)、长度补偿号H04;零件上表面对刀,试切1mm,测量(留精镗余量0.2mm),测量合格后继续加工。
(其余刀具制作方式以此类推,如想了解此板块更多信息,可关注钢易通公众号,并于后台回复“侧板体”,获取“零件加工”完整资料哦~)
7. 加工完成

加工完成后,清理零件上铁屑与皂化液残留;拆卸压板;零件吊到待转区;清理工作台面;完成。
二、优化方案
此部分为老师傅依据上面标准制作流程,发现的影响效率的实际问题,通过大量实践后提出的提高装夹速度的方法。独一份哦,大家抓紧收藏!
1. 标准方案实际实施中存在的问题
侧板体经过一段时间加工,比较突出的浪费时间地方在装夹上面,550装夹校正时间在40分钟左右,650与800现正时间在80分钟左右。
2. 优化方案及方法
制作分体式工装,前后分两段,底下支撑用120*20圆管300左右高度,侧边定位用支撑角铁,零件放置在工装上面后侧边用千斤顶侧向顶紧装夹。
3. 优化效果预测(量化需要详细计算)
工装投制使用后,预计550每天可提升2件,650与800每天可分别提升1件,装夹速度提升的同时,可以有效降低人为质量风险,可以让学徒独立操作。
以上就是小钢为各位工友总结的老师傅的泵车支腿侧板体的制作方法和优化方案,如想了解“零件加工”板块更多信息,可扫描下方二维码并关注钢易通公众号,于后台回复“侧板体”关键字,获取“零件加工”完整资料哦。最后也预祝大家可以从中得到启发,参考并运用于自家侧板体生产过程中,提高效率、财源广进!

关键词:钣金拼接,加工服务平台,侧板体
本网转载并注明自其它来源(非钢易通)的作品,目的在于传递更多信息,并不代表本网赞同其观点或对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起30日内与本网联系,并提供真实、有效的书面证明。我们将在核实后做出妥善处理。



















 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

